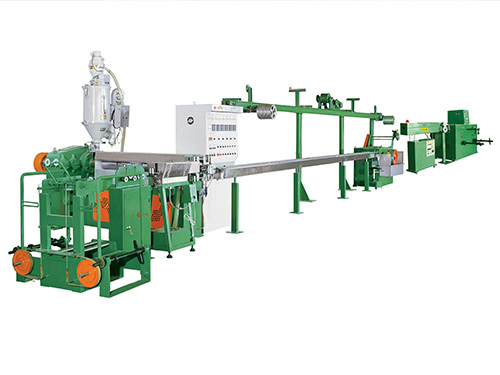
押出机生产准备
1.开机前操作者应检查设备各部位机组的润滑,传动,电器控制等情况,发现问题要及时找相关人员解决.各种生产用工具要齐全,量具要校对准确。
2.按产品的要求选配好模具,并调节好模间距。
3.要提前2—3小时启动加温系统,应按工艺规定调好各段温度,防止温度控制过高或过高。
4.生产前要按工艺规定检查半成品的质量,不应有油污,水分,排线过乱等现象.查看工程記錄卡,注意作業事项,标签上要有上道工序检查合格章,确认合格后方可生产。
5.按产品长度准备好合适的生产用线盘,并检查线盘是否有无穿头孔。
6.准备好牵引绳,并试機观察油泵压力,气压,牵引转速,放线收排线转动,自动上料装置,加温控制系统,各部电气开关,上下水流通等情况,确认无问题后方可开车生产。